Bạn đang xem: Feed rate là gì
e chưa hiểu rõ hết ý nghĩa các thông số trong việc chon dao khi gia công,bác nào có đầy đủ ý nghĩa các thông số thì post cho e với.ví du như:cut feed,step over,.. em cảm ơn ạ
Ðề: thắc mắc về các thống số trong việc chon daoMấy cái này thì tự ngâm cứu sẽ nhớ lâu hơn, nó đầy rãy trên google.
Ðề: thắc mắc về các thống số trong việc chon daoco trang nao k goi minh với.mình tìm cả ngày mà ko thấy:46:
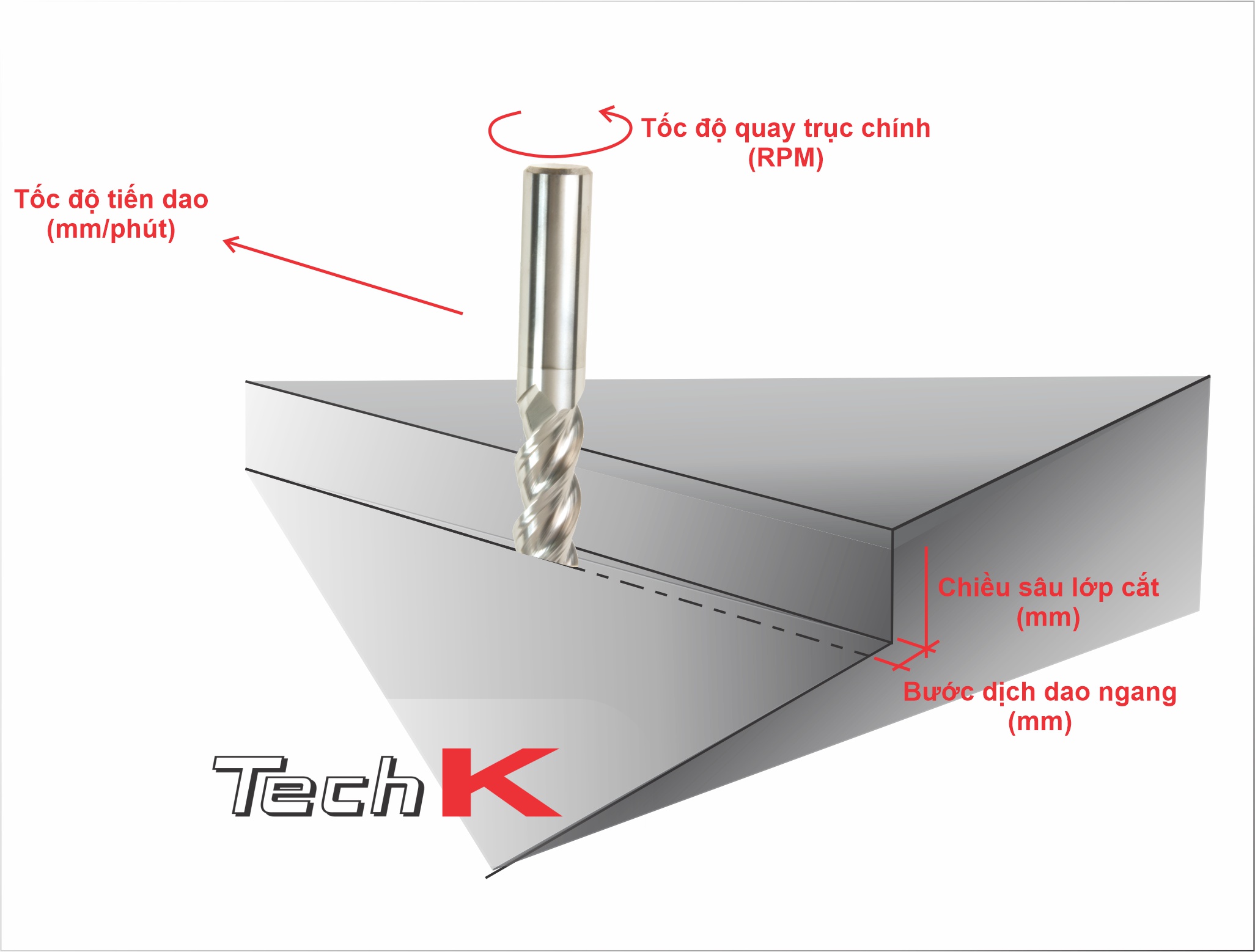
Ðề: thắc mắc về các thống số trong việc chon daoCUT_FEED Lượng ăn dao khi gia công ( tốc độ cắt )STEP_DEPTH Chiều sâu cắtSTEP_OVER bước ăn dao ngangPROF_STOCK_ALLOW Lượng dư để lại bề mặt bênBOTTOM_STOCK_ALLOW Lượng dư để lại trên mặt đáySCAN_TYPE Kiểu quét daoCLEAR_DIST khoảng lùi daoSPINDLE_SPEED Tốc độ quay trục chính
Xem thêm: Nghị Viện Là Gì – Khái Niệm Nghị Viện Được Hiểu Như Thế Nào
Ðề: thắc mắc về các thống số trong việc chon daoChào bạnMình giải thích cho bạn 1 vài thông số cơ bản như sau, những cái còn lại bạn tự tìm hiểu nhé:Spindle speed (S): Tốc độ quay trục chínhFeed rate (F): Tốc độ di chuyển của bàn máy
F càng cao thì thời gian gia công càng giảm, tuy nhiên chất lượng bề mặt chi tiết có khả năng giảm theo. Để khắc phục thì người ta tăng S lên hêt mức có thể, tùy theo khả năng của máy
Step over: bước ăn dao ngang (thuật ngữ này chỉ áp dụng với kiểu chạy Parallel, ziczac hoặc các kiểu khác tương đương). Step over càng cao thì trên bề mặt chi tiết để lại các sọc càng thôStep deep: chiều sâu cắt của 1 lần xuống dao. Gía trị này càng cao thì thời gian gia công càng giảm, tuy nhiên bề mặt chi tiết càng sần sùi. Ưu tiên để giá trị cao khi gia công cắc bề mặt thẳng đứng, và quan trọng phải có dao xịn nếu không muốn mất tiền thay dao
e chưa hiểu rõ hết ý nghĩa các thông số trong việc chon dao khi gia công,bác nào có đầy đủ ý nghĩa các thông số thì post cho e với.ví du như:cut feed,step over,.. em cảm ơn ạ
Xem thêm: Tần Suất Thiết Kế Là Gì – Ý Nghĩa Của Tần Suất Thiết Kế
Hihi, thông số chọn dao và thông số của chế độ cắt khác nhau nhé. Các bạn nói thông số chế độ cắt rồi mình nói về thông số…dao. Thông thường dao gắn mãnh hợp kim (dao gắn insert) dao cabai nguyên khối, dao khoan, doa, …..xem catalog sanvik thêm nhé. Chọn dao thì đầu tiên là đường kính dao, góc corner radius (cr dao), cr của insert (0.8, 1.2, 1.6,3.1….), sau đó dao có bao nhiêu insert (bao nhiêu lưỡi cắt trên 1 dao insert), dao cabai nguyên khối thì bao nhiêu lưỡi cắt. Sau đó chiều dài cán dao (chiều dài từ đỉnh dao đến holder (kẹp dao). Còn nói về chế độ cắt nếu mà hiểu S (rpm) hay F(mm/min), hay bước cắt (mm) hay chiều sâu cắt (mm) (-như được dạy trong trường đại học :4: thì chứng tỏ hiểu biết khá là ….nông cạn hay là dân …..nghiệp dư về chế độ cắt) ( đừng giận nhé, để mình chọc cái tôi của bạn) . Người ta gọi S (rpm) và F (mm/min) là simple speed ( hiểu tốc độ theo nghĩa …đơn giản) Kakaka, reference: http://en.wikipedia.org/wiki/Speeds_and_feeds . Hiểu đúng và đủ về S và F thì phải tính đến S (Surface speed – tốc độ điểm cắt phụ thuộc vào đường kính dao, số me – flute dao). Ví dụ cũng S1000 nhưng chạy cho dao D20 và D200 thì sẽ khác nhau, và tương tự cũng S200, D20 nhưng dao có 2 flute hay dao có 4 flute cho kết quả khác nhau. :4: http://en.wikipedia.org/wiki/Surface_feet_per_minuteCũng F200 (mm/min) và site step + deepth nhưng hiểu thêm MRR (material remove rate) thì khác, chạy cùng tốc độ F200 nhưng chạy thẳng khác, chạy vô góc cua khác, chạy pocket khác chạy pocket tròn khác. Đầy đủ nhất là xem Technical Sandvil Guide mà hoàng khương có post link. :4:. Đừng giận nhé, mình mong các bạn hiểu KHÁC VÀ SHOCK một chút.
Chuyên mục: Hỏi Đáp